
定量包装秤给料装置工作原理
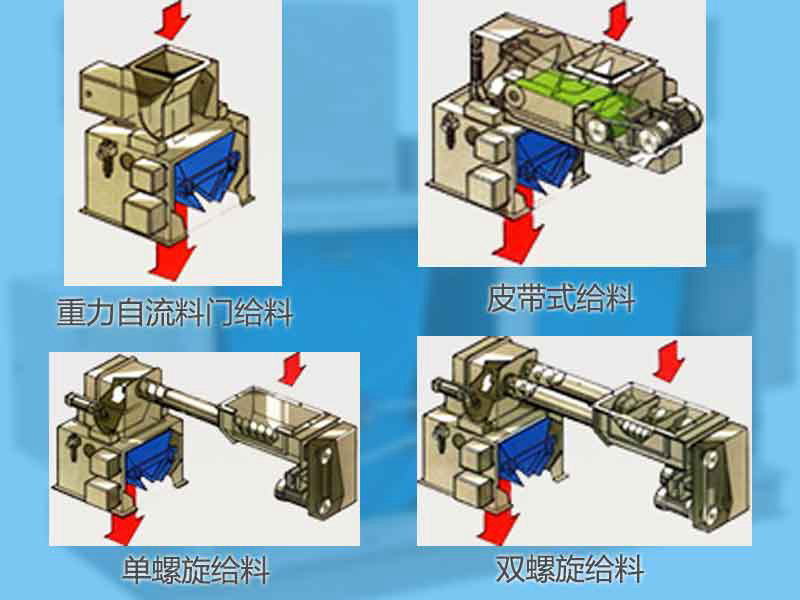
定量包装秤给料机构有不同的形式,如大小料门、螺旋、皮带等。这么多种给料方式是怎么完成精确给料的呢?其实万变不离其宗,这些不同的给料形式对于称重控制器来说都是一样的控制。
我们知道,定量包装秤的给料过程分为粗给料、中给料、精给料,粗给料快速完成绝大部分给料,精给料在即将到量的时候提供精确给料,中给料则是起到承上启下的妙用,提高给料稳定性自然也就提高了给料速度。那么为什么是三段给料而不是4段?因为市面上大部分称重控制器都只有快、中、慢三级给料的电路输出。超过三级之后制造成本上升,但是实用性提升不成比例。那么为什么市面上有只有快、慢两级给料的包装秤?那是因为包装秤生产厂家偷工减料了。
不管是用什么给料方式,最终都是为了实现让给料机构能实现快、中、慢给料的切换,控制部分就是称重控制器,根据采集动态重量值切换快、中、慢三路输出信号,大部分称重控制器输出是这样的:快加(快、中、慢同时输出),中加(中、慢同时输出),慢加(只有慢输出),当然也有一些控制器可以单独输出的,就是快中慢加料分别对应快中慢三路输出。总之称重控制器三路输出信号在通过中间的电路就能控制不同的给料机构实现快中慢加料。
比如大小料门给料,一般是快中慢三路输出信号各控制一个气缸控制开门,当然中间还要用到电磁阀来执行信号控制气缸。螺旋式的和皮带式的比较复杂,需要中间连接变频器,变频器能根据信号切换对电机实现多段调速控制。当然也可以不用连接变频器的方式,比如做大、中、小三根螺旋或皮带来给料,市面上用2根螺旋给料的方式比较常见。
称重仪表上面控制给料的参数为:快加提前量、中加提前量、慢加提前量,这三各参数只要是用过定量包装秤的人都会有所了解,是非常重要的参数。
在实际工作中,当启动定量包装秤运行开关后,称重控制器输出信号打开给料机构开始给料,给料机构分为快、中、慢三级给料,当给料重量达到快加设定值时,停止快加给料,保持中、慢两级继续给料,当重量达到中加设定值时,停止中加给料,保持慢加继续给料,当重量达到慢加设定值(空中落差量)时,停止慢加料,完成整个给料过程。
版权声明:本文为【昂科包装机械】原创,转载请附上原文出处链接和本声明。
联系我们

- 昂科包装机械自动化设备厂
- 地址:河南省西平县环城乡
- 电话:1873967888
阿里巴巴店铺

抖音关注







 在线客服
在线客服
 在线客服
在线客服