
自动称重包装机械源头厂家
找产品、找定制、找合作厂家就选昂科
自动定量包装秤工作原理与过程详细图解
搞明白包装秤工作原理,轻松选型和设置参数
自动定量包装秤工作原理是怎么样的?想弄明白这个问题,首先要知道自动定量包装秤是什么?顾名思义,就是能自动定量,也就是有秤的功能,然后又能自动的往秤上加料,并能精确达到所需重量,然后就是包装的功能,可以装袋,然后给袋子封口。这就是包装秤的基本功能。其工作原理其实就是为了完成这一系列的功能,然后一直循环。
那下面我们就对包装秤单独完成这一次称重包装工作过程的原理详细解释一下:
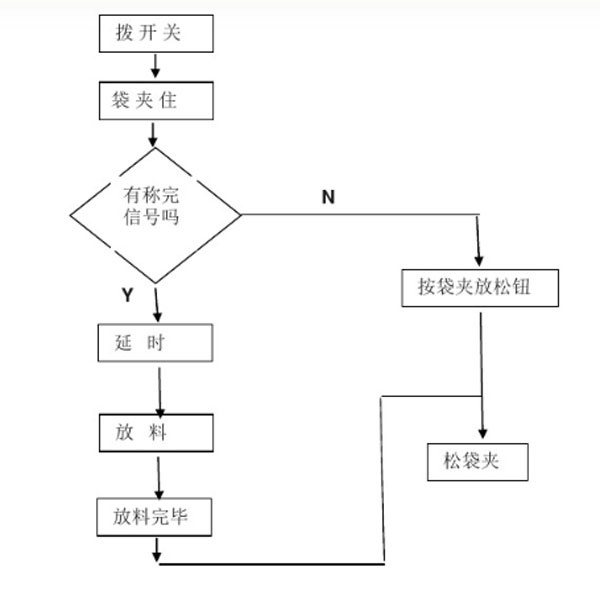
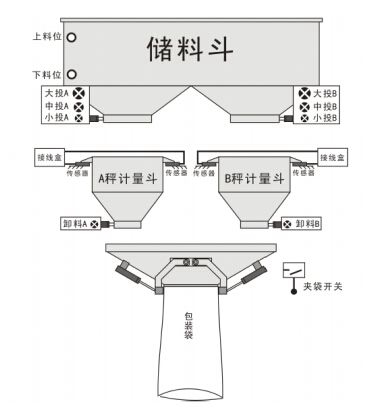
上图是有斗秤套袋及放料过程:人工套袋并拨动开关,袋子夹住,如果计量斗有物料称好,即已发出称重完成信号(完成指示灯亮),则计量斗放料门打开,物料排放进袋子,经过放料延时后,计量斗放料门关闭。在经过延时(松袋前延时)后,夹带自动松开,袋子落下来,落到输送机上,通过输送机和缝纫机完成缝口。

上图是称重投料的工作过程:按包装秤启动按钮,包装秤开始称重循环,若此时计量斗是空的,或者重量极小在自动清零范围之内,则包装秤自动清零之后,称重控制器发出快加,中加,慢加料信号。投料装置开始全速投料(快加),当计量斗内物料的重量达到设置的重量点SP2时,快加信号关闭,剩下中加,慢加信号,继续投料,直到计量斗内物料重量达到设置重量点SP3时,中加信号关闭,剩下慢加,慢加信号控制慢投料机构继续投料,直到达到目标重量,慢加料结束。这是正常情况下三级投料的投料过程,有些气动秤简化为二级投料,这样速度和精度都会比三级投料逊色。慢加料结束后,通过一定稳定时间,控制器经过最终判断,如果重量值在超差范围以内,则正常开启完成信号,等待放料信号,如果重量超过误差范围,则点亮超差暂停指示灯,并自动停止,等待人工干预。
以上就是包装秤(有斗秤)的工作原理和详细工作过程。
本文原创来源:昂科包装机械,为了方便客户辛苦原创,转载请注明出处。
联系我们

- 昂科包装机械自动化设备厂
- 地址:河南省西平县环城乡
- 电话:1873967888
阿里巴巴店铺

抖音关注







 在线客服
在线客服
 在线客服
在线客服